Standards of Non-Destructive Testing Equipment
We have finished our first training event for 2016 and are pleased to have shared our knowledge of corrosion investigation equipment with our clients. If you missed out its not to late to get in touch with your local manager for a copy of the notes and a chat about our corrosion testing range.
We also have a big update of our Second Hand Equipment page, its a great time to take on a system from our ex-demo range and we are offering supplier warranties with all systems.
For our articles this month we discuss how to go about confirming equipment meets the requirements of standards and where PCTE can help and also a case study on correctly using the Lignomat range of humidity sensors to meet the widely used ASTM F2170 standard for testing humidity in concrete slabs before surface coatings are applied.
Confirming if Equipment Matches a Standard
These days with the internet, eBay, amazon and google, it can be very easy to source equipment from all over the world. So why buy local when you could end up paying more. The answer from any equipment supplier is easy; service. But what does service mean?
Well it can have many forms from fixing an issue when something goes wrong, to telling you where the “on” button is. In the highly standardised world of laboratory suppliers play a critical role in checking and re-checking equipment to ensure it fits the Australian Standards (AS). Every AS has some differences, however small from an equivalent standard from overseas. I am sure most people are no longer aware why these small differences were introduced. But with NATA accreditation a must for many of these customers, a good supplier plays a vital role.
Methodology
The methodology of confirming the suitability of equipment compared to AS standards is explained in general terms below but might vary due to different testing requirements.
- The information about the testing equipment can generally be found in the manuals or catalogues. It will have some but not all of the information required for a comparison. It is a good place to start.
- A better place to gain confidence is by comparing the source standard against the AS standard
- Every standard has a section called apparatus where the detailed information about the required devices/ parts is listed such as dimensions and weight etc.
- Users need to check off the all the requirements including dimensions and tolerances against the AS standard. The tolerances are important as they could be a deal breaker. It’s important to consider the worst case scenario, when comparing the dimensions
- Then it is necessary to check around if there is anything else like load rating required etc compared to the manual.
- In the end, all requirements specified in the AS standards need to be met so this particular equipment is applicable to be used to perform test in Australia.
- Even then another check will be required once the equipment arrives.
One of the real advantages of a good supplier is that they will check the product as it arrives into stock. They will have already made all of the mistakes. And because they will be buying a number of units they can spread the customisation costs for any minute changes over a larger number of units.
Case Studies
Here are a couple of standards and the research that was done to ensure they fit the AS standards.
California Bearing Ratio (CBR)
 The ASTM model CBR steel mould has an inside diameter of 152.4mm and a height of 177.8mm. The spacer disc with “T” handle is 150.8mm diameter and 61.4mm deep. Annular surcharge and slotted surcharge both weighs 2.27 kg.
The ASTM model CBR steel mould has an inside diameter of 152.4mm and a height of 177.8mm. The spacer disc with “T” handle is 150.8mm diameter and 61.4mm deep. Annular surcharge and slotted surcharge both weighs 2.27 kg.
The AS 1289.6.1 indicates that the cylindrical metal mould with an internal diameter of 152±1mm and the height of 178±1mm. The metal spacer disc of 150.0±0.5mm diameter and 61.00±0.25mm high. Metal surcharges, each surcharge having a mass of 2250±25g.
In this examples it can be found only the spacer disc built to ASTM standards doesn’t conform to AS.
A deeper look into the base plates is also required, according to the ASTM standard:
“a metal base plate having at least twenty-eight 1.59-mm diameter holes uniformly spaced over the plate within the inside circumference of the mo(u)ld”.
The AS standard requires 29 holes (+5,-0) with a diameter of 3mm (±0.2mm). So the base plate needs to have 1 extra hole and the and the need to be close to double the size.
Sand Absorption
 The UTA-0755 Sand Absorption (Abraham Cone) Set supplied by Utest is built to ASTM C128. From the manual is has the following dimensions:
The UTA-0755 Sand Absorption (Abraham Cone) Set supplied by Utest is built to ASTM C128. From the manual is has the following dimensions:
- Upper diameter of 40 mm,
- Lower diameter of 90 mm
- and 75 mm height
- The tamping rod has a 25 mm base diameter and approx. 340 g in weight.
The corresponding Australian standard AS 1141.5-2000 requires the Abraham Cone has the Height of 73±3 mm; Internal diameter of the mould at its base shall be 90±3 mm and the internal diameter at the top of the mould shall be 38±3 mm. So the mould is fine as specified.
However, the metal tamping rod should be of a mass of 350±5 g and with a flat circular tamping face of approximately 25mm diameter, square to the axis of the rod. Based on the comparison, UTA-0755 conforms the AS standard if its tamping rod weighs 345g or slightly above. A closer look at ASTM C128 indicates that the tamping rod could be 350±15g. So some time the rod will fit the standard and other times it won’t.
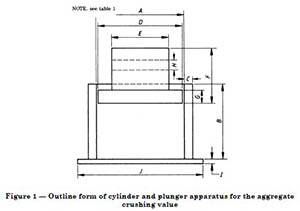 Aggregate Crushing Value (ACV)
Aggregate Crushing Value (ACV)
You can’t assume that because something is referred to by a fairly common name that it will be the correct device. AS 1141.21 is for the determination of “Aggregate Crushing Value” or ACV. It is commonly sold in 75mm and 150mm configurations. The BS version of the test standard looks almost identical until you get down the measuring the equipment.
- Starting with the base plate, the diameter could be fine but it is a minimum of 30% thicker than specified in the AS
- The plunger is around 2mm different in diameter and the stems are completely different
- The Cylinder diameter for the BS standard is slightly larger but almost the same depth.
- So at first sight these apparatuses would look almost identical but once measured they are almost different in every single dimension. The equipment supplier’s nightmare.
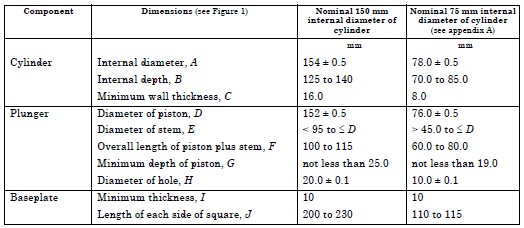
AS Standard
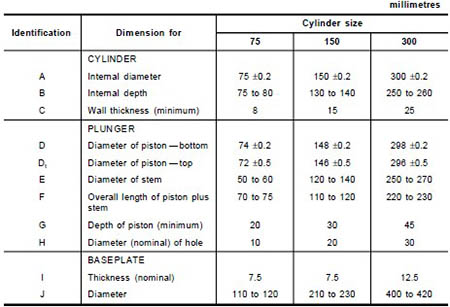
BS Standard
Humidity Testing to ASTM F2170
We have recently formed a supply agreement with LignoMat in the United States. Established 1979, LignoMat USA has grown into a company globally recognised for moisture measurement and dry kiln control. We now represent their range of relative humidity measurement systems along with their pin type moisture meters and pin-less electromagnetic systems.
Relative humidity measurement with an in-situ probe embedded in a concrete substrate is the correct method to ensure moisture levels are low enough to coat concrete. The LignoTec RH and others in the range perform this test with a reusable BluePeg probe and are fully compliant with ASTM F2170. The value of any measuring and data logging system depends on the accuracy of the measuring circuitry and the correct installation and reading of the sensors
Three key components of an instruments ASTM F2170 compliance are calibration, traceability and documentation.
- Each sensor must be properly calibrated to provide accurate, reliable readings.
- Each sensor must have a certificate of calibration directly traceable to a standard reference material provided by NIST, the National Institute of Standards and Technology. Without this NIST traceability, the accuracy and reliability of your sensor readings are in question. When working with critical application within Australia it may be important to have a local reference, NATA accredited calibration companies will be able to confirm the calibration of Bluepeg sensors for your application and issues local certificates. Alternatively a check vs a salt calibration solution can confirm that the sensor is still in check when used for internal QA.
- Clear and complete documentation is needed of each of your RH readings, including when and where you use each sensor, along with the length of time the environment sleave is in place and sealed. This is your responsibility and it is important to have a proforma on hand to ensure complete notes. You can find a standard proforma on our Lignomat webpage.
 The RH Blue‐Peg uses a single microchip, factory calibrated to NIST standards. Each BluePeg comes with a NIST traceable certificate. The RH BluePeg Probes comply with the latest ASTM standard for F2170All LignoMat RH equipment complies to the latest ASTM F2170 standard for RH in-situ probe method. These criteria include:
The RH Blue‐Peg uses a single microchip, factory calibrated to NIST standards. Each BluePeg comes with a NIST traceable certificate. The RH BluePeg Probes comply with the latest ASTM standard for F2170All LignoMat RH equipment complies to the latest ASTM F2170 standard for RH in-situ probe method. These criteria include:
- Sealing fins at the base of the probe sleeve
- No openings or air path within sleeve
- Diameter of Sleeve is between 10 and 20 mm.
- Probe seals sleeve close to base during final testing.
Installation of Blue-Peg sensors to meet standard.
Sleeves must be installed at least 72 hours before measurement and the sensors need to be in place long enough to acclimatise to the environment. The following procedure is a useful guide to ensure correct results.
- Test site conditions, it is important to have a record of the ambient conditions that will be typical during the curing period for a coating, this should be stabilised for 48 hours before drilling test holes.
- Select Test locations, typically three test for first 100 m2 one test every additional 100 m2
- Determine measurement depth, typically 40% of the slab thickness for slabs on ground or 20% for suspended slabs.
- Drill hole straight down to depth and with vacuum and brush clean at least three times to ensure no concrete dust remains.
- Set capped sleeve by tapping into hole with hammer, ensure outer ring of sleeve is flush with the floor and the whole length of the hole is sleeved.
- Leave sleeves capped for 72 hours, where convenient the Blue Peg probes can be left in place one hour after drilling [reducing drilling heat] so there is no additional acclimatisation period needed.
- Return, using covered cable measure each probe ensuring not to move probe while testing.
- The sensors can be reused, but the sleeves cannot as the sealing fins are damaged during installation.
Corrosion Course Report
 During the last week of June PCTE carried out the “NDT for Inspection of Concrete Structures” Course around Australia, visiting Brisbane, Sydney, Melbourne and Perth.
During the last week of June PCTE carried out the “NDT for Inspection of Concrete Structures” Course around Australia, visiting Brisbane, Sydney, Melbourne and Perth.
The attendees were delivered presentations and practicals on a variety of different testing techniques. PCTE cast custom Half Cell Potential testing blocks and built custom cover meter blocks to provide a new challenge for this event.
All in all, we had 95 people sign up which was great. We would like to thank the attendees for their time and hope to see you all again when we next carry out a course.
We have a GPR system training course planned for November of this year. There will be sections dedicated to concrete scanning GPR and Utility Location GPR.